Формование в прессе
ФОРМОВАНИЕ В ПРЕССЕ.
КОМПРЕССИОННОЕ И ТРАНСФЕРНОЕ ПРЕССОВАНИЕ СИЛИКОНОВЫХ РЕЗИН.
Методы формования в прессе широко применяются в производстве. Вулканизация твердой силиконовой резиновой смеси СИЛФОР® проходит в формах, под воздействием высокой температуры и давления. При этом основными методами для формования твердой силиконовой резиновой смеси являются компрессионное и трансферное прессование.
Выбор материала/заполнение формы
Метод компрессионного прессования подходит для твердых силиконовых резиновых смесей ELASTOSIL® пероксидной вулканизации и аддитивной сшивки с платиновым катализатором. Каждое гнездо формы заполняется точно взвешенным количеством резиновой смеси.
Прессы/вулканизация
Большинство прессов имеют гидравлический привод, для нагрева используется электрический ток или пар. Температура формы для вулканизации смесей пероксидной сшивки, в состав которых входят ELASTOSIL® AUX сшивающий агент C1 или C6, а также для твердой резиновой смеси аддитивной сшивки с платиновым катализатором, обычно составляет от 150 до 200 °C.
Температура играет важную роль - для сокращения времени вулканизации, а значит и рабочего цикла, она должна достигать максимально возможного значения. В то же время она не должна превышать это значение, иначе возникает угроза преждевременной подвулканизации (так называемого «скорчинга»). Время вулканизации определяется температурой материала, температурой формы и толщиной формованных деталей.
Компрессионное прессование
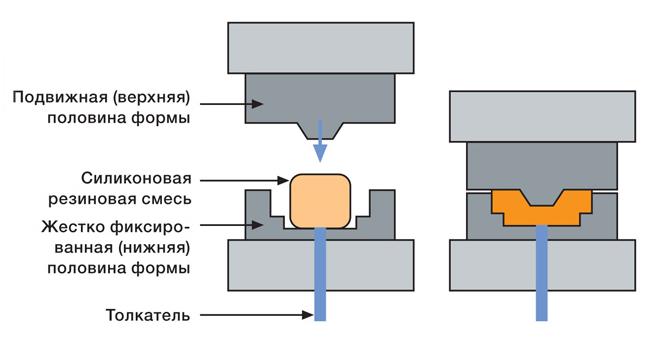
Извлечение из формы
Для упрощения процесса извлечения изделий из форм можно использовать как внешние, так и входящие в состав смеси добавки, облегчающие выемку.
- Внешняя смазка На горячую форму распыляется 1 - 3% водный раствор смазки ELASTOSIL® AUX 32. При необходимости процесс можно повторить.
- Добавки для облегчения выемки, входящие в состав смеси В качестве альтернативы к силиконовой резиновой смеси можно добавить ELASTOSIL® AUX A. При этом необходимо следить за правильностью дозировки. Избыток данной добавки может привести не только к загрязнению форм из-за отложений на горячих стенках, но и к неоднородности конечного продукта.
Это происходит, если при заполнении формы внутренняя смазка скапливается в зоне подачи материала, и при неполном соединении таких зон на конечном продукте образуются (нежелательные) разделительные линии. В обоих указанных случаях конечный продукт становится непригодным для дальнейшего использования.
Трансферное прессование
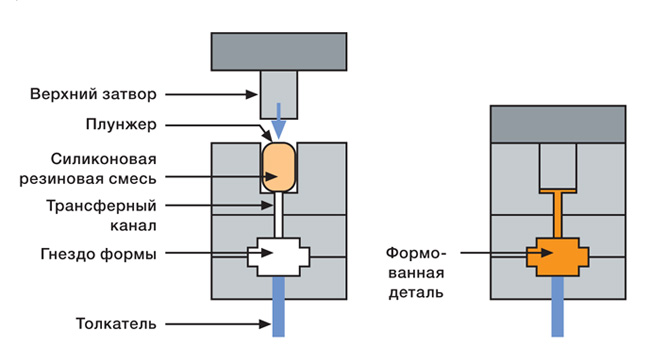
Более совершенным методом компрессионного прессования является трансферное прессование. Данный метод более экономичен при изготовлении деталей малого объема и сложной геометрии, он позволяет производить большие партии изделий при минимальных затратах ручного труда (не требует заключительной обработки). Отличие от компрессионного прессования заключается в том, что заполнение формы производится из загрузочной камеры через распределительный канал. Метод оптимально подходит для изготовления деталей, к размерной точности которых предъявляются высокие требования (прецизионные формованные детали).
Выбор материала/заполнение формы
В загрузочную камеру подается определенное количество силиконовой резиновой смеси. Верхний затвор камеры или пресс-цилиндр выталкивает смесь в форму через канал. Наличие поворотного устройства стола или системы распределительных каналов позволяет одновременно заполнять несколько форм, что делает процесс более экономичным
Штанцевание/высекание
Если нужно изготовить совсем незначительное количество изделий, то экономически выгодной альтернативой может стать штанцевание.
Для этого вначале экструдируются, каландруются или прессуются заготовки, из которых затем высекаются детали, например, уплотнительные кольца круглого сечения.
При этом нужно помнить, что те типы силиконового силиконовой резины, которые отличаются высоким сопротивлением раздиру, плохо поддаются штанцеванию. Для этого метода лучше подходят смеси из эластичных и стандартных экструзионных типов.
В каждом случае обязательно необходимо проводить предварительные испытания.
Для вашей безопасности
- Соблюдайте указания, изложенные в наших паспортах безопасности веществ.
- Для очистки воздуха в помещении мы настоятельно рекомендуем вытяжную вентиляцию.