Термостатирование
ТЕРМОСТАТИРОВАНИЕ
ДОПОЛНИТЕЛЬНАЯ ВУЛКАНИЗАЦИЯ
Только в идеальном случае готовые вулканизированные силиконовые изделия не требуют заключительной обработки. Но чаще всего материалу необходима температурная обработка. Под такой обработкой понимают отжиг при высоких температурах в течение заданного времени.
Почему именно термостатирование?
Прежде всего термостатирование необходимо для улучшения механических свойств (например, для максимального снижения остаточной деформации сжатия), а также для удаления летучих компонентов (продуктов распада сшивающих агентов и низкомолекулярных составляющих полимера). В большинстве случаев это регламентированный нормативными документами процесс, обязательный при производстве изделий, которые будут контактировать с пищевыми продуктами.
• Резина пероксидной вулканизации
Термостатирование таких резин в первую очередь необходимо для удаления продуктов распада, образовавшихся в результате реакции пероксидной вулканизации. Например, при использовании ELASTOSIL® AUX сшивающий агент E в течение нескольких часов продукты распада мигрируют на поверхность вулканизата, что может привести к появлению на поверхности белых кристаллических отложений (так называемого налета). При использовании ELASTOSIL® AUX сшивающий агент C1 или C6 продукты распада придают вулканизату характерный запах, избавиться от которого можно при помощи термостатирования.
• Резиновая смесь аддитивной вулканизации с платиновым катализатором
При вулканизации такой резиновой смеси продукты распада, придающие запах, отсутствуют. Но все же термостатирование рекомендовано в тех случаях, если речь идет о производстве силиконовых изделий, к которым предъявляются особые требования, например, контактирующих с пищевыми продуктами или использующихся в медицинской технике. При этом необходимо соблюдать соответствующие рекомендации.

В идеале вулканизаты из силиконовой резиновой смеси ELASTOSIL® не имеют заусенцев и готовы к применению без дополнительной обработки
Правильный процесс термостатирования
• Приток свежего воздуха
Термостатирование производите в конвекционной печи в условиях притока свежего воздуха. Летучие компоненты в основном состоят из легковоспламеняющихся низкомолекулярных соединений силикона, также возможно наличие продуктов распада пероксида. В процессе термостатирования все эти продукты необходимо удалять из печи. Для безопасности рабочего процесса приток свежего воздуха и его отвод должен составлять 100 - 120 л/ мин/кг силикона. Это предотвратит угрозу воспламенения (учитывайте границы взрывоопасности). Большая часть летучих компонентов удаляется в течение первых двух часов. Поэтому именно в этот период необходим интенсивный приток и отток воздуха.
• Закладка вулканизатов
Расположите детали на перфорированном металлическом листе или проволочной сетке так, чтобы они не соприкасались. Следите, чтобы детали не деформировались под собственным весом. Для беспрепятственного контакта с приточным воздухом не вкладывайте детали одна в другую. Шланги или профили лучше всего укладывать по спирали. Намотка кабеля на барабан должна быть слабой. Отдельные стержни между слоями обеспечивают циркуляцию воздуха в барабане.
• Температура/время
В ходе предварительных испытаний вам нужно определить оптимальные условия для обработки своих деталей. При этом летучесть компонентов вы сможете определить при пластины критерия потери массы.
1) Время, необходимое для термостатирования, возрастает прямо пропорционально толщине слоя. Например, для пластин толщиной 2 мм обычно достаточно 4-часового процесса при температуре 200 °C. Кривая температуры также зависит от толщины детали: чем толще готовое изделие, тем ниже начальная температура и тем медленнее ее необходимо повышать. После нагрева продолжительность процесса термостатирования должен составлять не менее 4 часов при температуре 200 °C. При этом температура никогда не должна превышать 225 °C, а время термостатирования - 8 часов. В противном случае возможно преждевременное термическое старение материала (появление хрупкости). Наряду с указанным термическим старением в условиях недостатка кислорода могут происходить такие нежелательные явления, как деструкция (разрушение каркаса) и образование формальдегида. Регулярно проверяйте стабильность параметров работы печи (например, постоянство температуры).
Устранение дефектов
Дополнительные операции могут понадобиться в следующих случаях:
- устранение заусенцев и дефектов (криогенное удаление заусенцев или обработка шлифовальной шкуркой)
- удаление наплывов и талька
Наши эксперты с удовольствием помогут вам так отладить производственный процесс, чтобы его результаты отвечали всем требованиям, а ненужные этапы были исключены из процесса. Например, мы можем провести серии испытаний в нашем испытательном центре или проконсультировать вас прямо на вашем предприятии.
Влияние времени термостатирования на остаточную деформацию сжатия ELASTOSIL® LR 3003/50 при 200 °C и разной толщине слоя
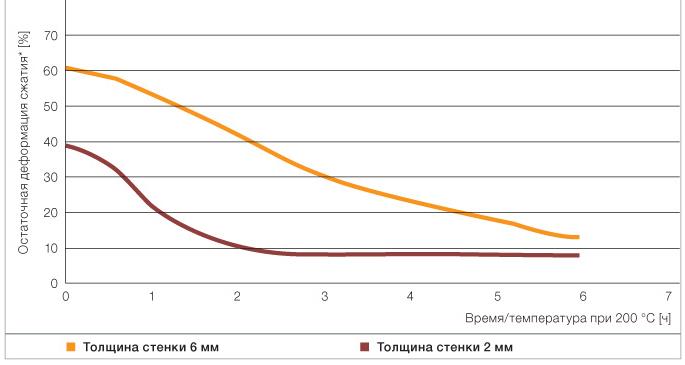
* Определение остаточной деформации сжатия через 22 ч/175 °C согласно стандарту DIN ISO 815-B
ELASTOSIL® AUX сшивающий агент E и стабилизатор R
• При переработке большого количества резин HTV (горячего отверждения), например, при производстве оконного профиля, благодаря добавлению к силиконовой резиновой смеси стабилизатора R можно откзаться от термостатирования. Стабилизатор предотвращает выпотевание продуктов распада ELASTOSIL® AUX сшивающего агента E и уменьшает остаточную деформацию сжатия.
• При изготовлении деталей большого объема необходимо не только термостатирование, но и добавление стабилизатора R. Из-за неполной миграции дихлорбензойной кислоты первичный продукт распада ELASTOSIL® AUX сшивающего агента E может стать причиной кислотной коррозии и, как следствие, внутреннего химического старения резины (размягчение). Стабилизатор R связывает эти продукты распада и существенно ограничивает реакцию.
Термостатирование для придания технических свойств
Термостатирование может использоваться для придания изделию определенных технических свойств. Например, остаточная деформация сжатия вулканизата из силиконовой резины ELASTOSIL® в значительной мере зависит от продолжительности термостатирования. При использовании резины ELASTOSIL® LR 3003/50 остаточная деформация сжатия не подвергавшихся термостатированию вулканизатов составляет 60 - 70 %, а термостатирование может улучшить эту характеристику.
Благодаря своему составу те виды каучука, которые не нуждаются в термостатировании - ELASTOSIL® LR 3005, ELASTOSIL® LR 3015, ELASTOSIL® LR 3065 и ELASTOSIL® R 701 - имеют незначительную остаточную деформацию сжатия и без этой обработки. Но в большинстве случаев их применение ограничивается технической сферой.